蘇州無(wú)錫激光切割加工與傳統(tǒng)加工工藝的區(qū)別
無(wú)錫激光切割加工與傳統(tǒng)加工工藝的區(qū)別:
隨著鈑金加工工藝的飛速發(fā)展,,加工工藝也是日新月異,給鈑金加工帶來(lái)了許多革命性的理念,。作為傳統(tǒng)的鈑金切割設(shè)備,,主要有:數(shù)控剪床,、沖床、火焰切割,、等離子切割,、高壓水切割。
這些設(shè)備在市場(chǎng)上占有相當(dāng)大的市場(chǎng)份額,,一則他們熟為人知,,二則價(jià)格便宜,雖然他們相對(duì)于激光切割等現(xiàn)代工藝來(lái)說(shuō)劣勢(shì)非常明顯,,但他們也各自有自己獨(dú)特的優(yōu)勢(shì),。
1.數(shù)控剪床
數(shù)控剪床由于其主要是直線裁剪,雖然能一刀剪長(zhǎng)達(dá)4米的板材,,但它只能用在只需要直線切割的鈑金加工上,。一般用在板材開(kāi)平后裁剪等僅僅需要直線切割的行業(yè)中。
2.沖床
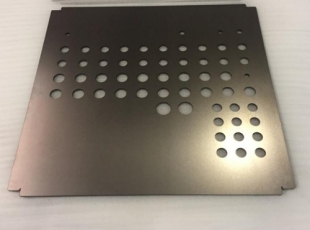
沖床在曲線加工上有了更多的靈活性,,一臺(tái)沖床中可以有一套或多套方,、圓或其他特殊要求的沖頭,可以一次加工出一些特定的鈑金工件,,朂常見(jiàn)的就是機(jī)箱機(jī)柜行業(yè),,他們要求的加工工藝主要是直線、方孔,、圓孔之類的切割,,圖案相對(duì)簡(jiǎn)單固定,。他們主要面對(duì)的是2mm以下的碳鋼板,幅面一般在2.5m×1.25m,。厚度在1.5mm以上的不銹鋼由于材質(zhì)粘度太大比較費(fèi)模具,,一般是不使用沖床的。其優(yōu)點(diǎn)是對(duì)簡(jiǎn)單圖形和薄板加工速度快,,缺點(diǎn)是沖厚鋼板時(shí)能力有限,,即使能沖也是工件表面有塌陷,費(fèi)模具,,模具開(kāi)發(fā)周期長(zhǎng),,費(fèi)用高,柔性化程度不夠高,。國(guó)外超過(guò)2mm以上的鋼板切割加工一般都使用更現(xiàn)代的激光切割,,而不使用沖床,一則厚鋼板沖剪時(shí)表面質(zhì)量不高,,二則沖厚鋼板需要更大噸位的沖床,,浪費(fèi)資源,三則沖厚鋼板時(shí)噪音太大,,不利于環(huán)保,。
3.火焰切割
火焰切割作為朂初的傳統(tǒng)的切割方式由于其投資低,過(guò)去對(duì)加工質(zhì)量要求不高,,要求太高時(shí)再加一道機(jī)加工的工序可以解決,,市場(chǎng)保有量非常大。現(xiàn)在它主要用來(lái)切割超過(guò)40mm的厚鋼板,。它的缺點(diǎn)是切割時(shí)熱變形太大,,割縫太寬,浪費(fèi)材料,,再者加工速度太慢,,只適合粗加工。
4.等離子切割
等離子切割和精細(xì)等離子切割跟火焰切割類似,,熱影響區(qū)太大,,精度卻比火焰切割大許多,速度也有數(shù)量級(jí)的飛躍,,成為了中板加工的主力軍,。國(guó)內(nèi)******的數(shù)控精細(xì)等離子切割機(jī)的實(shí)際切割精度的上線已經(jīng)達(dá)到了激光切割的下限,在切割22mm碳鋼板時(shí)達(dá)到了2米多每分鐘的速度,,且切割端面光滑平整,,斜度更好的可控制在1.5度之內(nèi),缺點(diǎn)是在切割薄鋼板時(shí)熱變形太大,,斜度也較大,,在精度要求高時(shí)無(wú)能為力,,消耗品較為昂貴。
5.高壓水切割
高壓水切割是利用高速水射流中摻雜金剛砂實(shí)行對(duì)鈑金的切割,,它對(duì)材質(zhì)幾乎沒(méi)有限制,,切割的厚度也幾乎可達(dá)100mm以上,對(duì)陶瓷,、玻璃等用熱切割時(shí)容易爆裂的材質(zhì)也可以切割,,銅、鋁等對(duì)激光高反射材料水刀是可以切割的,,而激光切割卻有較大的障礙,。水切割的缺點(diǎn)是加工速度太慢,太臟,,不環(huán)保,,消耗品也較高。
6.激光切割
激光切割是鈑金加工的一次工藝革命,,是鈑金加工中的“加工中心”,。激光切割柔性化程度高,切割速度快,,生產(chǎn)效率高,,產(chǎn)品生產(chǎn)周期短,,為客戶贏得了廣泛的市場(chǎng),。激光切割無(wú)切削力,加工無(wú)變形,;無(wú)刀具磨損,,材料適應(yīng)性好;不管是簡(jiǎn)單還是復(fù)雜零件,,都可以用激光一次精密快速成形切割,;其切縫窄,切割質(zhì)量好,、自動(dòng)化程度高,,操作簡(jiǎn)便,勞動(dòng)強(qiáng)度低,,沒(méi)有污染,;可實(shí)現(xiàn)切割自動(dòng)排樣、套料,,提高了材料利用率,,生產(chǎn)成本低,經(jīng)濟(jì)效益好,。該技術(shù)的有效生命期長(zhǎng),,目前在國(guó)外超構(gòu)2毫米的板材大都采用激光切割,,許多國(guó)外的專家一致認(rèn)為今后30-40年是激光加工技術(shù)發(fā)展的黃金時(shí)期(是鈑金加工發(fā)展的方向)。
切割精度是判斷激光切割機(jī)質(zhì)量好壞的******要素,。影響激光切割機(jī)的切割精度的四大因素:
1.激光發(fā)生器的激光凝聚的大小,。聚集之后如果光斑非常小,則切割精度非常高,,要是切割之后的縫隙也非常小,。則說(shuō)明激光切割機(jī)的精度非常之高,品質(zhì)則非常高,。但激光器發(fā)出的光束為錐形,,所以切出來(lái)的縫隙也是錐形。這種條件下,,工件厚度越大,,精度也就會(huì)越低,因此切縫越大,。
2.工作臺(tái)的精度,。工作臺(tái)的精度如果非常高,則讓切割的精度也隨之提高,。因此工作臺(tái)的精度也是衡量激光發(fā)生器精度的一個(gè)非常重要的因素,。
3.激光光束凝聚成錐形。切割時(shí),,激光光束是以錐形向下的,,這時(shí)如果切割的工件的厚度非常大,切割的精度就會(huì)降低,,則切出來(lái)的縫隙就會(huì)非常大,。
4.切割的材料不同,也會(huì)影響到激光切割機(jī)的精度,。在同樣的情況下,,切割不銹鋼和切割鋁其精度就會(huì)非常不同,不銹鋼的切割精度就會(huì)高一些,,而且切面也會(huì)光滑一些,。

無(wú)錫鈑金防護(hù)罩加工注意事項(xiàng)
發(fā)表時(shí)間:2021-12-03
無(wú)錫激光切割加工技術(shù)特性,!
發(fā)表時(shí)間:2021-11-23
影響激光切割加工質(zhì)量主要因素
發(fā)表時(shí)間:2021-11-15
無(wú)錫億源萊機(jī)械制造有限公司 誠(chéng)招:CAD鈑金制圖
發(fā)表時(shí)間:2021-03-17無(wú)錫激光切割加工完成后的注意事項(xiàng)
發(fā)表時(shí)間:2021-10-28
無(wú)錫數(shù)控機(jī)床防護(hù)罩給您優(yōu)質(zhì)的選擇依據(jù)
發(fā)表時(shí)間:2021-11-16
無(wú)錫數(shù)控機(jī)床防護(hù)罩的防護(hù)罩特性
發(fā)表時(shí)間:2021-10-05
無(wú)錫數(shù)控機(jī)床防護(hù)罩的結(jié)構(gòu)性能
發(fā)表時(shí)間:2019-08-12
無(wú)錫數(shù)控機(jī)床防護(hù)罩的種類功能介紹
發(fā)表時(shí)間:2019-09-02
無(wú)錫鈑金護(hù)罩加工的要點(diǎn)
發(fā)表時(shí)間:2019-07-12招聘
發(fā)表時(shí)間:2021-07-07無(wú)錫鈑金加工折彎工藝及解決辦法匯總
發(fā)表時(shí)間:2021-06-16